
 English
English Deutsch
Deutsch Français
Français Italiano
Italiano Español
Español Русский
Русский Português
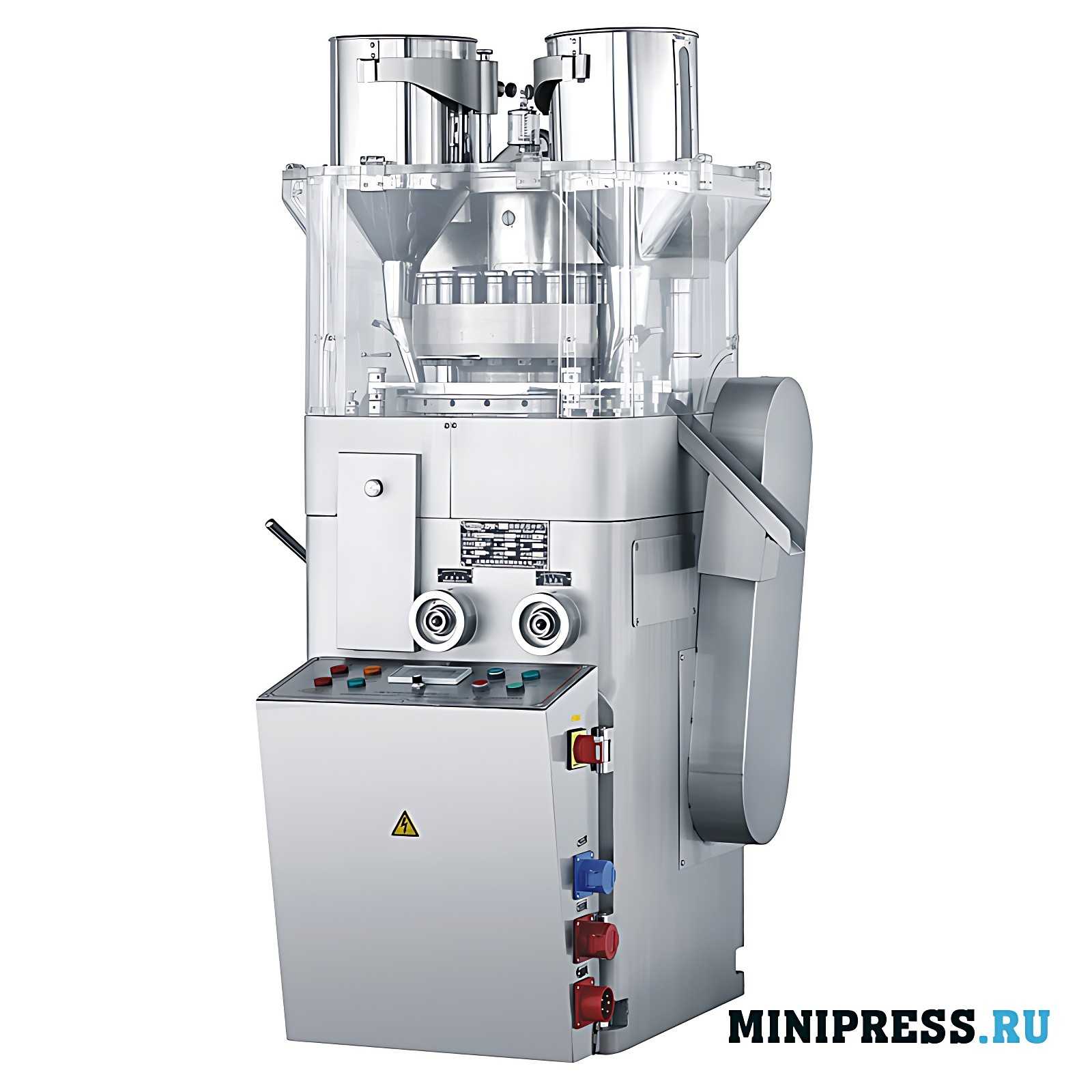
PortuguêsUrządzenia farmaceutyczne do prasowania tabletek o różnych rozmiarach i kształtach oraz maszyny do produkcji brykietów i bolusów, w tym z otworami wewnętrznymi z soli, chemia gospodarcza, metalurgia proszków.


60
modele tabletkarek z cenami, filmami, charakterystykami w katalogu sprzętu farmaceutycznego
Sprzęt farmaceutyczny do wyposażenia laboratoriów analitycznych w przedsiębiorstwach farmaceutycznych i spożywczych, umożliwiający kontrolę właściwości gotowych form dawkowania w postaci tabletek, kapsułek, maści, roztworów, kremów.



94
modele sprzętu laboratoryjnego farmaceutycznego z cenami, filmami, charakterystykami w katalogu
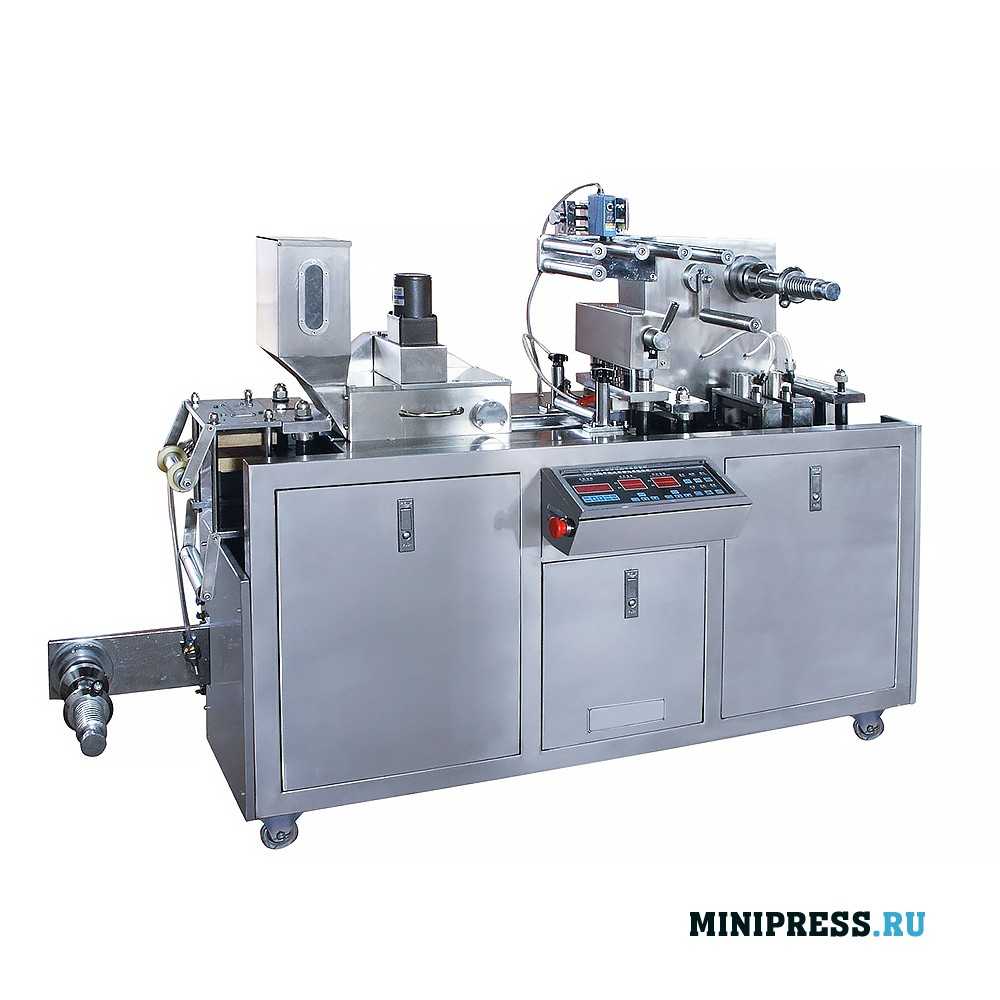
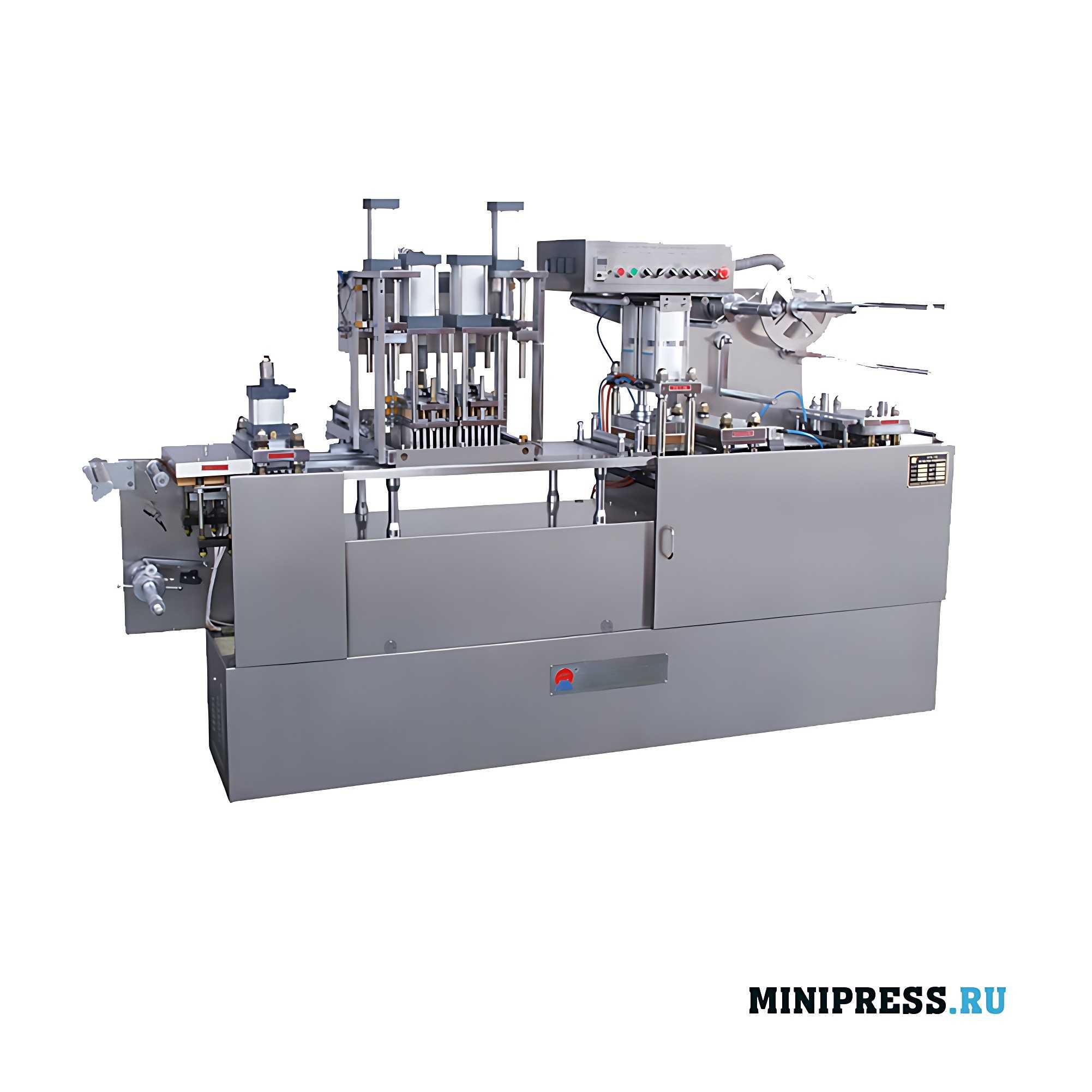
Sprzęt farmaceutyczny do formowania opakowań typu blister z PVC na tabletki, twarde kapsułki żelatynowe, miękkie kapsułki żelatynowe, drażetki, kremy porcjowane, miód, dżem, ochotki, strzykawki, szczoteczki do zębów.

12
modele maszyn blistrowych z cenami, filmami, charakterystykami w katalogu sprzętu farmaceutycznego

Sprzęt farmaceutyczny do napełniania proszkiem i granulatem kapsułek żelatynowych stałych we wszystkich dostępnych rozmiarach #000,#00,#0,#1,#2,#3,#4,#5. Dostępne są ręczne, stacjonarne, laboratoryjne, półautomatyczne i automatyczne urządzenia do napełniania kapsułek.



15
modele kapsułkarek do kapsułek żelatynowych stałych z cenami, filmami, charakterystykami w katalogu
Sprzęt farmaceutyczny do automatycznego grupowego liczenia tabletek, kapsułek żelatynowych w słoikach. Maszyny stacjonarne i linie automatyczne z podajnikiem taśmowym, zakręcanymi nakrętkami i zgrzewaniem indukcyjnym membran aluminiowych.



12
modele maszyn do liczenia i pakowania tabletek i kapsułek z cenami, filmami, charakterystykami w katalogu sprzętu farmaceutycznego
Sprzęt farmaceutyczny do produkcji materiałów granulowanych z różnych proszków farmaceutycznych, spożywczych, chemicznych i organicznych o regulowanym kształcie i wielkości granulek.



21
modele urządzeń do granulacji proszków z cenami, filmami, charakterystykami w katalogu
Sprzęt farmaceutyczny do wysokiej jakości mieszania różnych proszków w celu uzyskania jednorodnej mieszanki w warunkach laboratoryjnych oraz przy przemysłowej produkcji leków, suplementów diety i artykułów spożywczych.



6
modele przenośników próżniowych do proszków z cenami, filmami, charakterystykami w katalogu sprzętu farmaceutycznego
Urządzenia farmaceutyczne do wytwarzania proszków z zawiesin i roztworów cieczy, a także do suszenia różnego rodzaju surowców roślinnych i produktów w celu przygotowania surowców farmaceutycznych.



11
modele suszarek próżniowych liofilowych z cenami, filmami, charakterystyką w katalogu
Sprzęt farmaceutyczny do automatycznego napełniania płynami farmaceutycznymi i kosmetycznymi fiolek szklanych i plastikowych, a następnie zamykania ich gumowymi korkami i aluminiowymi kapslami lub zakrętkami.



6
modele maszyn napełniających i zamykających z cenami, filmami, charakterystykami w katalogu sprzętu farmaceutycznego
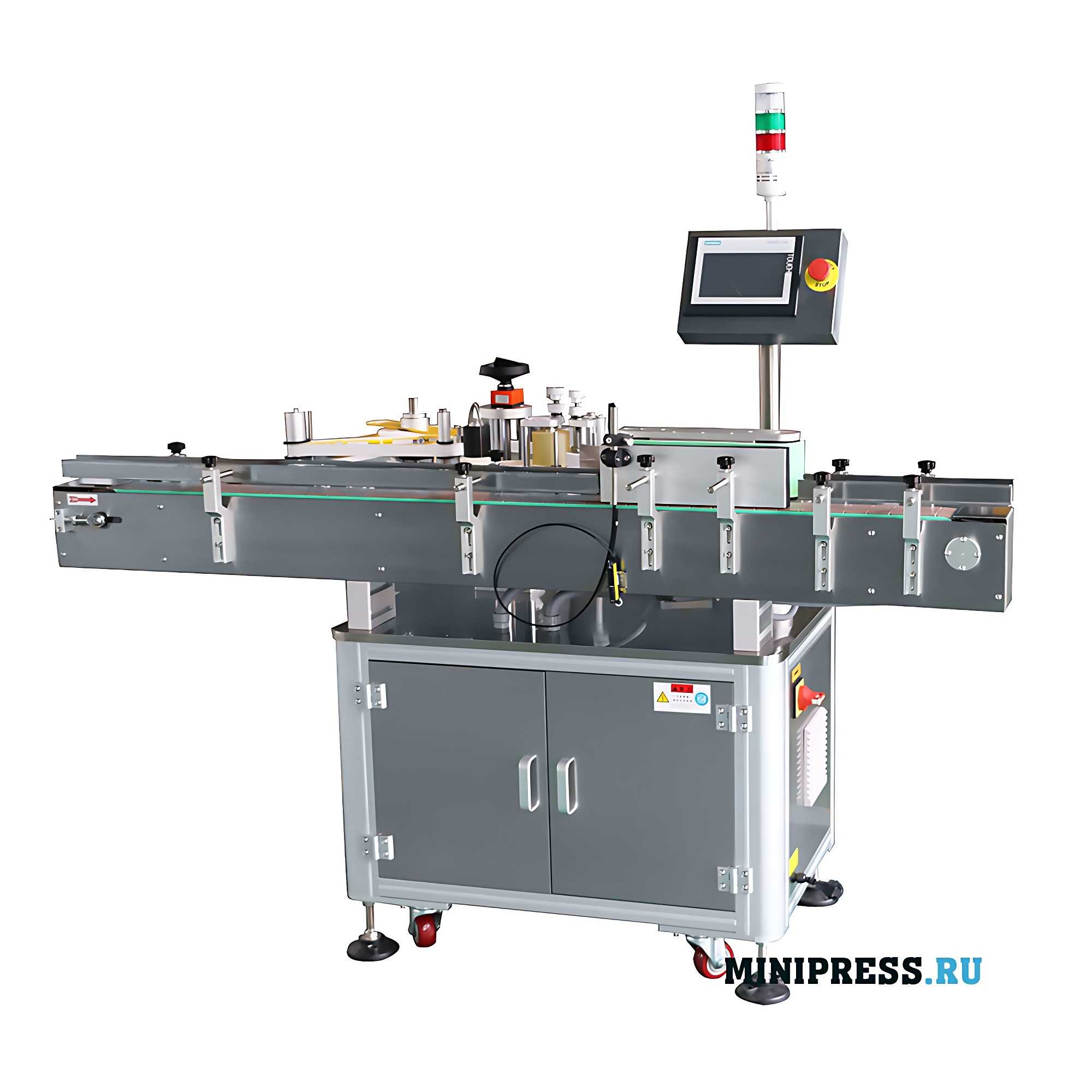
Sprzęt farmaceutyczny do naklejania etykiet samoprzylepnych na butelki szklane i plastikowe o różnych kształtach i rozmiarach, fiolki z penicyliną, pudełka tekturowe, puszki, nakrętki metalowe i plastikowe.

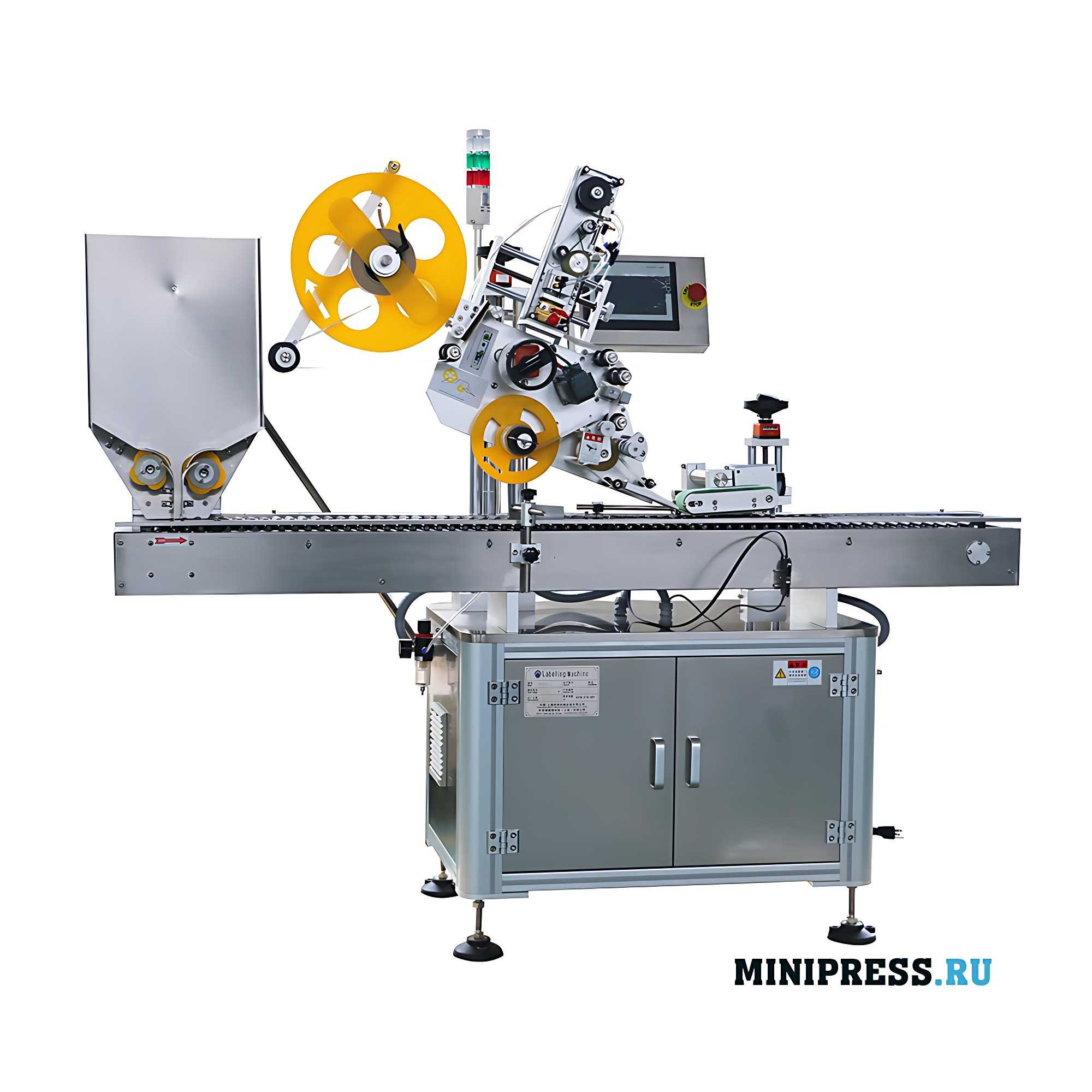
18
modele etykieciarek z cenami, filmami, charakterystykami w katalogu
Sprzęt farmaceutyczny do zamykania krawędzi tub plastikowych w produkcji farmaceutycznej, spożywczej i kosmetycznej.



6
modele urządzeń do napełniania kremów i zamykania tubek plastikowych w katalogu sprzętu farmaceutycznego
Sprzęt farmaceutyczny do napełniania proszkiem i granulatem kapsułek żelatynowych stałych we wszystkich dostępnych rozmiarach #000,#00,#0,#1,#2,#3,#4,#5. Dostępne są ręczne, stacjonarne, laboratoryjne, półautomatyczne i automatyczne urządzenia do napełniania kapsułek.

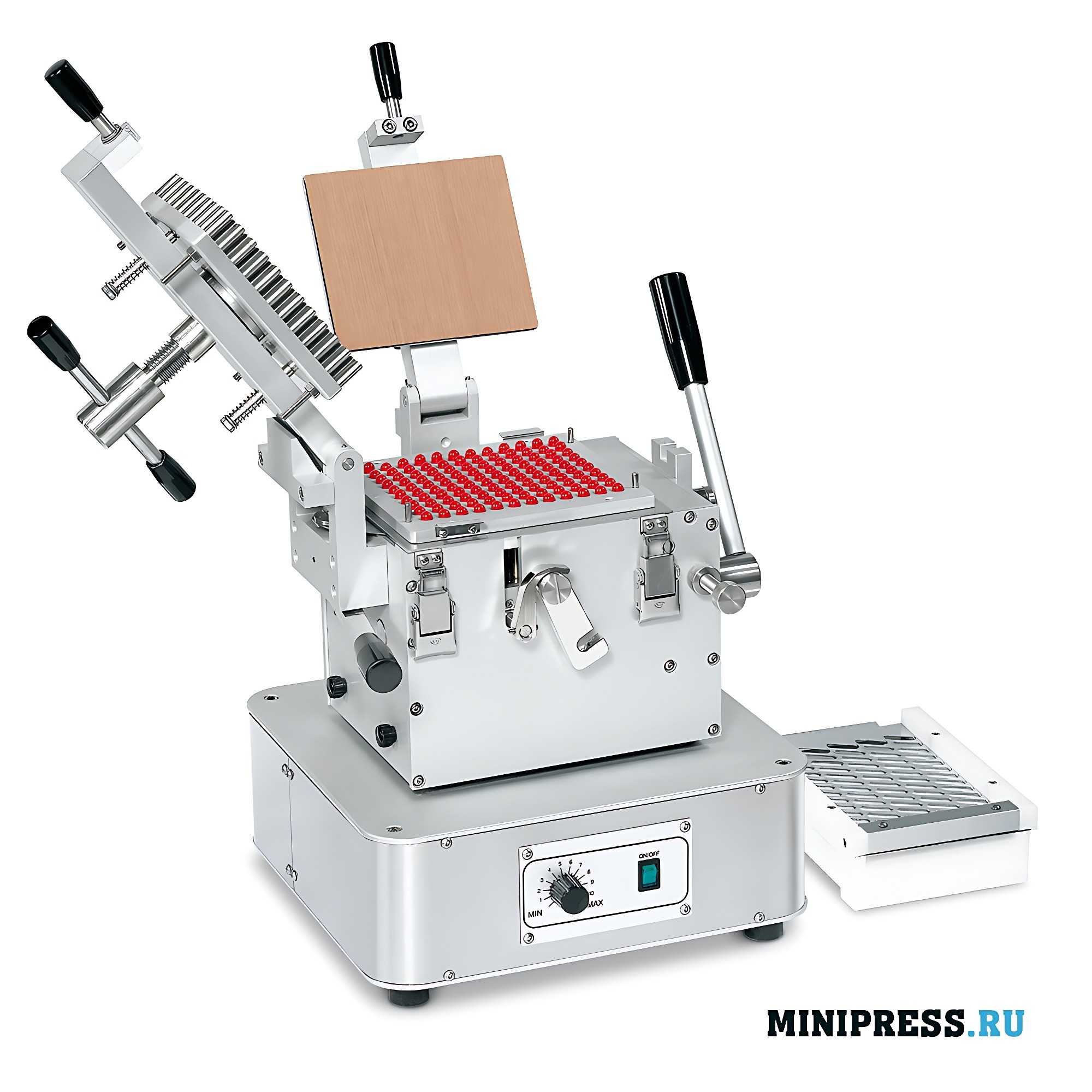
15
modele kapsułkarek do kapsułek żelatynowych stałych z cenami, filmami, charakterystykami w katalogu
- SPRZĘT DO NAPEŁNIANIA TWARDYCH KAPSUŁEK ŻELATYNOWYCH PROSZKIEM
- SPRZĘT DO NAPEŁNIANIA KREMÓW I USZCZELNIANIA RUR Z TWORZYW SZTUCZNYCH
- MASZYNY DO FORMOWANIA I NAPEŁNIANIA AMPUŁEK PLASTIKOWYCH
- SPRZĘT DO PRODUKCJI TABLETÓW
- SPRZĘT DO MYCIA I STERYLIZACJI BUTELEK
- AUTOMATYCZNY SPRZĘT DO USUWANIA TABLETEK I KAPSUŁEK Z BLISTRÓW
- SPRZĘT DO SUSZENIA ROZPYŁOWEGO ZAWIESIN
- MASZYNY DO PRODUKCJI CZOPKÓW
- SPRZĘT DO LICZENIA I PAKOWANIA TABLETEK I KAPSUŁEK W BUTELKI
- SPRZĘT DO PAKOWANIA TABLETEK I KAPSUŁEK W PLASTIKOWE BUTELKI
- SPRZĘT DO POWLEKANIA TABLETEK
- SPRZĘT DO PAKOWANIA PROSZKÓW DO FIOLEK
- SPRZĘT DO POLEROWANIA I ODKURZANIA TABLETEK I KAPSUŁEK
- SPRZĘT DO DRUKOWANIA LOGO NA TABLETKACH I KAPSUŁKACH
- SPRZĘT DO NAPEŁNIANIA I ZAMYKANIA BUTELEK
- PRECYZYJNE MASZYNY DOZUJĄCE MASZYNY DO NAPEŁNIANIA PROSZKIEM
- SPRZĘT DO NAPEŁNIANIA I USZCZELNIANIA AMPUŁEK SZKLANYCH
- SPRZĘT DO ŚLIMAKOWEGO PODAWANIA PROSZKÓW
- SPRZĘT DO GRANULACJI PROSZKÓW
- SPRZĘT DO EFEKTYWNEGO MIESZANIA PROSZKÓW
- AUTOMATYCZNE WIRÓWKI FARMACEUTYCZNE
- SPRZĘT DO HOMOGENIZACJI KREMÓW I MAŚCI
- SPRZĘT DO PRÓŻNIOWEGO TRANSPORTU PROSZKÓW
- SPRZĘT DO AUTOMATYCZNEGO PODAWANIA BUTELEK DO LINII NAPEŁNIAJĄCYCH
- URZĄDZENIA DO INDUKCYJNEGO USZCZELNIANIA BUTELEK Z FOLII ALUMINIOWEJ
- SPRZĘT DO PAKOWANIA PRODUKTÓW W FLOW PACK
- SPRZĘT DO PAKOWANIA HERBATY W TOREBKI HERBATY Z NITKĄ I ETYKIETĄ
- SPRZĘT DO NAPEŁNIANIA PŁYNÓW W BECZKACH PLASTIKOWYCH I METALOWYCH
- URZĄDZENIA DO PRODUKCJI I PAKOWANIA CHUSTECZEK NAWILŻANYCH ALKOHOLEM
- SPRZĘT DO PAKOWANIA MATERIAŁÓW SYPKICH W WORKI FOLIOWE
- SPRZĘT DO WYKRYWANIA METALI W KAPSUŁKACH I TABLETKACH ŻELATYNOWYCH
- SPRZĘT DO KONTROLI WAGI I SORTOWANIA KARTONÓW Z LEKARSTWAMI
- SPRZĘT DO STOSOWANIA DATY WAŻNOŚCI I NUMERU PARTII DO PRODUKTÓW
- AUTOMATYCZNE URZĄDZENIA DO ETYKIET SAMOPRZYLEPNYCH NA OPAKOWANIACH
- AUTOMATYCZNE MASZYNY DO KARTONOWANIA
- MASZYNY PAKUJĄCE FLOW-PACK
- SPRZĘT DO PAKOWANIA TABLETEK W PASKI I TUBY
- SPRZĘT DO PAKOWANIA PRÓŻNIOWEGO W WORKI FOLIOWE
- SPRZĘT DO NAPEŁNIANIA I PAKOWANIA NALEWEK ZIOŁOWYCH
- SPRZĘT DO OWIJANIA KARTONÓW CELOFANEM
- SPRZĘT DO PAKOWANIA PRODUKTÓW SPOŻYWCZYCH W OPAKOWANIA DOY-PACK
- AUTOMATYCZNE URZĄDZENIA DO PAKOWANIA BLISTRÓW
- PÓŁAUTOMATYCZNY SPRZĘT DO NAPEŁNIANIA KAPSUŁEK ŻELATYNOWYCH
- SPRZĘT STACJONARNY DO SZYBKIEJ PRODUKCJI EMULSJI
- SPRZĘT STACJONARNY DO MIESZANIA PROSZKÓW
- SPRZĘT STACJONARNY DO DOZOWANIA CIECZY
- SPRZĘT DO BADAŃ LABORATORYJNYCH LEKÓW
- POMPY PERYSTALTYCZNE DOZOWNIKI
- RĘCZNY SPRZĘT DO NAPEŁNIANIA KAPSUŁEK ŻELATYNOWYCH PROSZKIEM
- SPRZĘT DO MIESZANIA CIECZY Z OGRZEWANIEM MIKROFALOWYM
- SPRZĘT DO PROSZKOWANIA SUROWCÓW FARMACEUTYCZNYCH
- SPRZĘT DO AUTOMATYCZNEGO DOZOWANIA KREMÓW I MAŚCI
- URZĄDZENIA DO PRZESIEWANIA WIBRACYJNEGO PROSZKÓW
- PÓŁAUTOMATYCZNE URZĄDZENIA DO PAKOWANIA BLISTRÓW
- MASZYNY DRUKUJĄCE DATĘ WAŻNOŚCI I NUMER PARTII
- SPRZĘT DO PRODUKCJI KULEK RYBACKICH
- SPRZĘT DO NAPEŁNIANIA TWARDYCH KAPSUŁEK ŻELATYNOWYCH PROSZKIEM
- AUTOMATYCZNY SPRZĘT DO USUWANIA TABLETEK I KAPSUŁEK Z BLISTRÓW
- MASZYNY DO PRODUKCJI CZOPKÓW
- SPRZĘT DO NAPEŁNIANIA I USZCZELNIANIA AMPUŁEK SZKLANYCH
- SPRZĘT DO PRODUKCJI TABLETÓW
- SPRZĘT DO PAKOWANIA TABLETEK I KAPSUŁEK W PLASTIKOWE BUTELKI
- MASZYNY DO FORMOWANIA I NAPEŁNIANIA AMPUŁEK PLASTIKOWYCH
- SPRZĘT DO PAKOWANIA PROSZKÓW DO FIOLEK
- SPRZĘT DO NAPEŁNIANIA KREMÓW I USZCZELNIANIA RUR Z TWORZYW SZTUCZNYCH
- SPRZĘT DO DRUKOWANIA LOGO NA TABLETKACH I KAPSUŁKACH
- PRECYZYJNE MASZYNY DOZUJĄCE MASZYNY DO NAPEŁNIANIA PROSZKIEM
- SPRZĘT DO NAPEŁNIANIA I ZAMYKANIA BUTELEK
- SPRZĘT DO POWLEKANIA TABLETEK
- SPRZĘT DO LICZENIA I PAKOWANIA TABLETEK I KAPSUŁEK W BUTELKI
- SPRZĘT DO MYCIA I STERYLIZACJI BUTELEK
- SPRZĘT DO POLEROWANIA I ODKURZANIA TABLETEK I KAPSUŁEK
- SPRZĘT DO SUSZENIA ROZPYŁOWEGO ZAWIESIN
- SPRZĘT DO PRÓŻNIOWEGO TRANSPORTU PROSZKÓW
- SPRZĘT DO GRANULACJI PROSZKÓW
- SPRZĘT DO ŚLIMAKOWEGO PODAWANIA PROSZKÓW
- SPRZĘT DO HOMOGENIZACJI KREMÓW I MAŚCI
- SPRZĘT DO AUTOMATYCZNEGO PODAWANIA BUTELEK DO LINII NAPEŁNIAJĄCYCH
- AUTOMATYCZNE WIRÓWKI FARMACEUTYCZNE
- SPRZĘT DO EFEKTYWNEGO MIESZANIA PROSZKÓW
- SPRZĘT DO PAKOWANIA PRÓŻNIOWEGO W WORKI FOLIOWE
- SPRZĘT DO PAKOWANIA PRODUKTÓW W FLOW PACK
- AUTOMATYCZNE MASZYNY DO KARTONOWANIA
- SPRZĘT DO STOSOWANIA DATY WAŻNOŚCI I NUMERU PARTII DO PRODUKTÓW
- SPRZĘT DO WYKRYWANIA METALI W KAPSUŁKACH I TABLETKACH ŻELATYNOWYCH
- SPRZĘT DO NAPEŁNIANIA PŁYNÓW W BECZKACH PLASTIKOWYCH I METALOWYCH
- AUTOMATYCZNE URZĄDZENIA DO ETYKIET SAMOPRZYLEPNYCH NA OPAKOWANIACH
- SPRZĘT DO NAPEŁNIANIA I PAKOWANIA NALEWEK ZIOŁOWYCH
- SPRZĘT DO PAKOWANIA TABLETEK W PASKI I TUBY
- SPRZĘT DO OWIJANIA KARTONÓW CELOFANEM
- SPRZĘT DO PAKOWANIA HERBATY W TOREBKI HERBATY Z NITKĄ I ETYKIETĄ
- URZĄDZENIA DO INDUKCYJNEGO USZCZELNIANIA BUTELEK Z FOLII ALUMINIOWEJ
- SPRZĘT DO PAKOWANIA MATERIAŁÓW SYPKICH W WORKI FOLIOWE
- MASZYNY PAKUJĄCE FLOW-PACK
- URZĄDZENIA DO PRODUKCJI I PAKOWANIA CHUSTECZEK NAWILŻANYCH ALKOHOLEM
- SPRZĘT DO PAKOWANIA PRODUKTÓW SPOŻYWCZYCH W OPAKOWANIA DOY-PACK
- SPRZĘT DO KONTROLI WAGI I SORTOWANIA KARTONÓW Z LEKARSTWAMI
- AUTOMATYCZNE URZĄDZENIA DO PAKOWANIA BLISTRÓW
- MASZYNY DRUKUJĄCE DATĘ WAŻNOŚCI I NUMER PARTII
- POMPY PERYSTALTYCZNE DOZOWNIKI
- SPRZĘT DO AUTOMATYCZNEGO DOZOWANIA KREMÓW I MAŚCI
- SPRZĘT DO PROSZKOWANIA SUROWCÓW FARMACEUTYCZNYCH
- SPRZĘT STACJONARNY DO DOZOWANIA CIECZY
- SPRZĘT STACJONARNY DO MIESZANIA PROSZKÓW
- URZĄDZENIA DO PRZESIEWANIA WIBRACYJNEGO PROSZKÓW
- PÓŁAUTOMATYCZNY SPRZĘT DO NAPEŁNIANIA KAPSUŁEK ŻELATYNOWYCH
- SPRZĘT STACJONARNY DO SZYBKIEJ PRODUKCJI EMULSJI
- PÓŁAUTOMATYCZNE URZĄDZENIA DO PAKOWANIA BLISTRÓW
- RĘCZNY SPRZĘT DO NAPEŁNIANIA KAPSUŁEK ŻELATYNOWYCH PROSZKIEM
- SPRZĘT DO BADAŃ LABORATORYJNYCH LEKÓW
- SPRZĘT DO MIESZANIA CIECZY Z OGRZEWANIEM MIKROFALOWYM
- SPRZĘT DO PRODUKCJI KULEK RYBACKICH