Pharmaceutical equipment for pressing tablets of various sizes and shapes, as well as machines for the production of briquettes and boluses, including with internal holes made of salt, household chemicals, powder metallurgy.

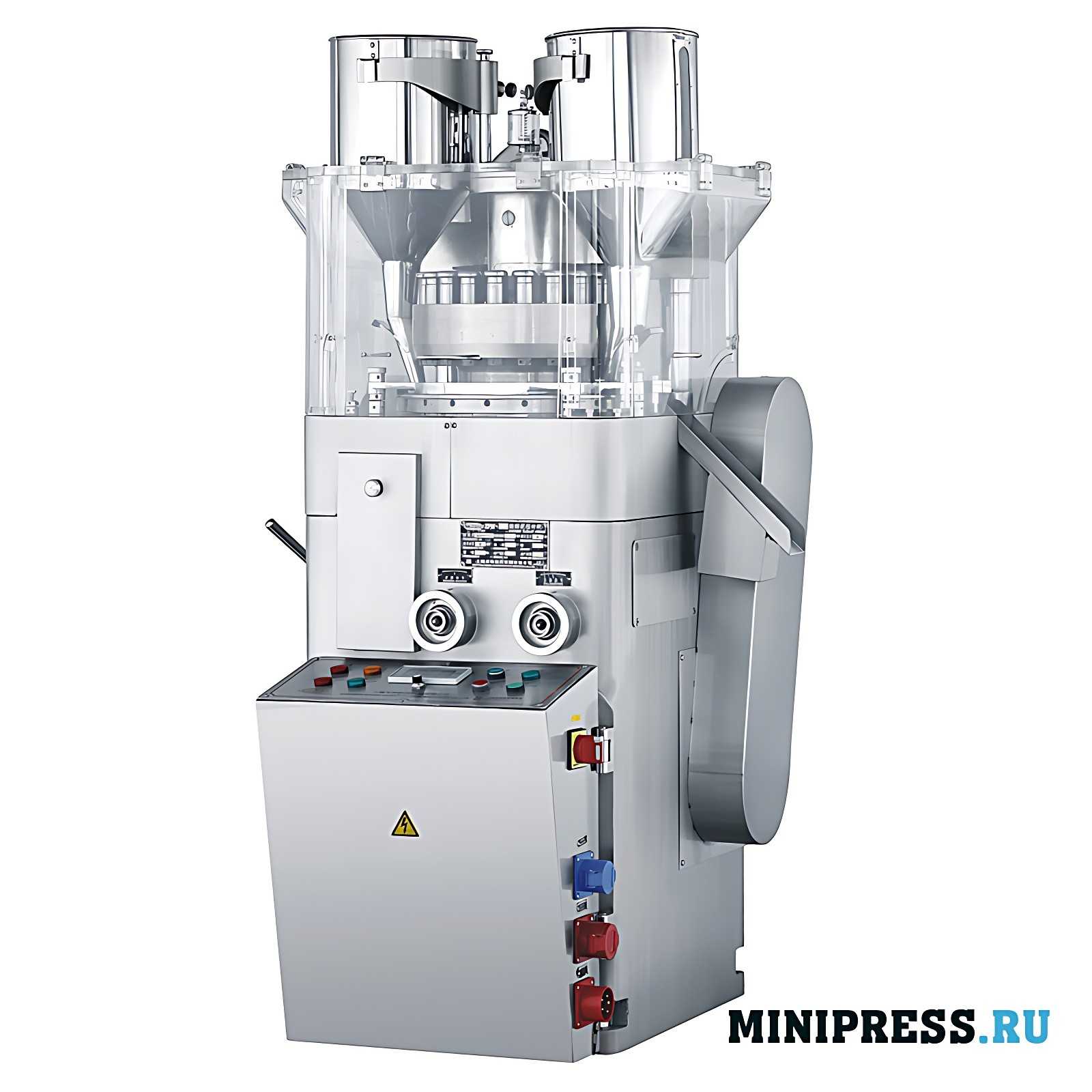

60
models of tablet presses with prices, videos, characteristics in the catalog of pharmaceutical equipment
Pharmaceutical equipment for completing analytical laboratories at pharmaceutical and food enterprises that check the characteristics of finished dosage forms in the form of tablets, capsules, ointments, solutions, creams.



94
models of laboratory pharmaceutical equipment with prices, videos, characteristics in the catalog
Pharmaceutical equipment for the formation of blister PVC packaging for tablets, hard gelatin capsules, soft gelatin capsules, dragees, portion cream, honey, jam, bloodworms, syringes, toothbrushes.
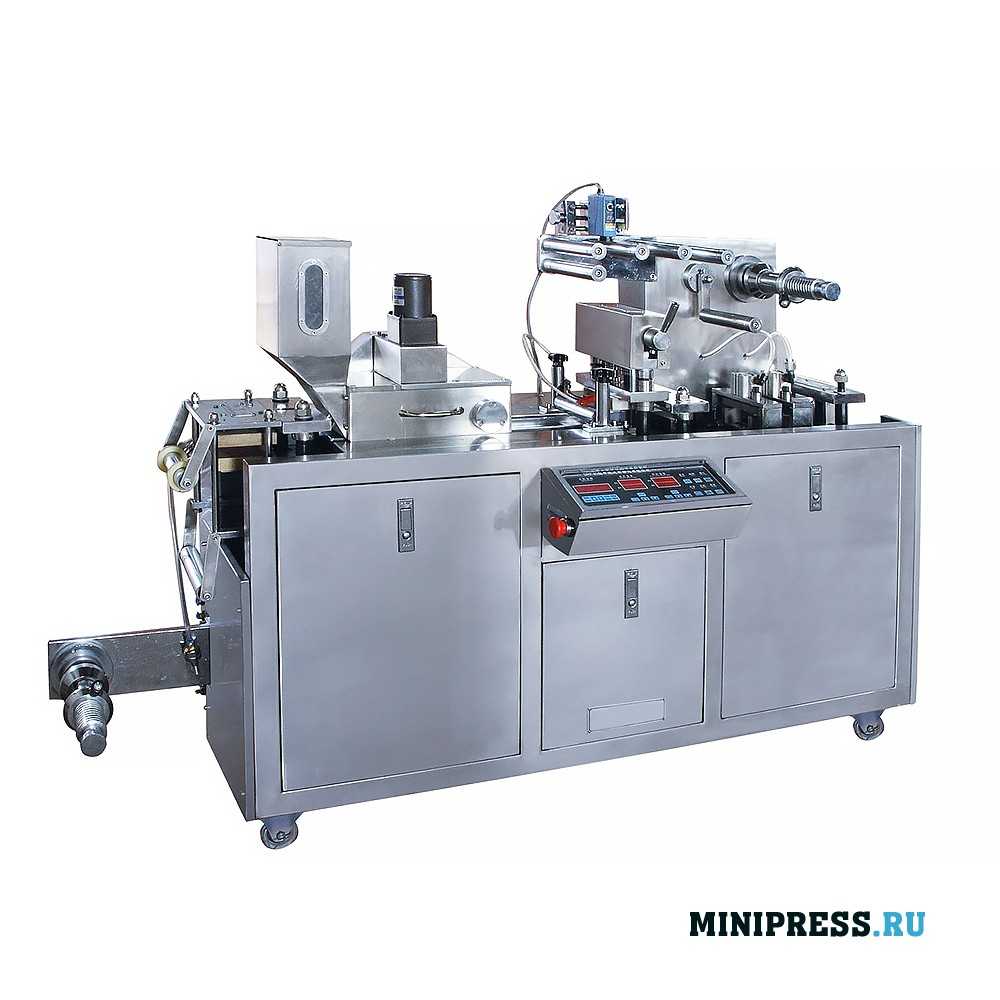

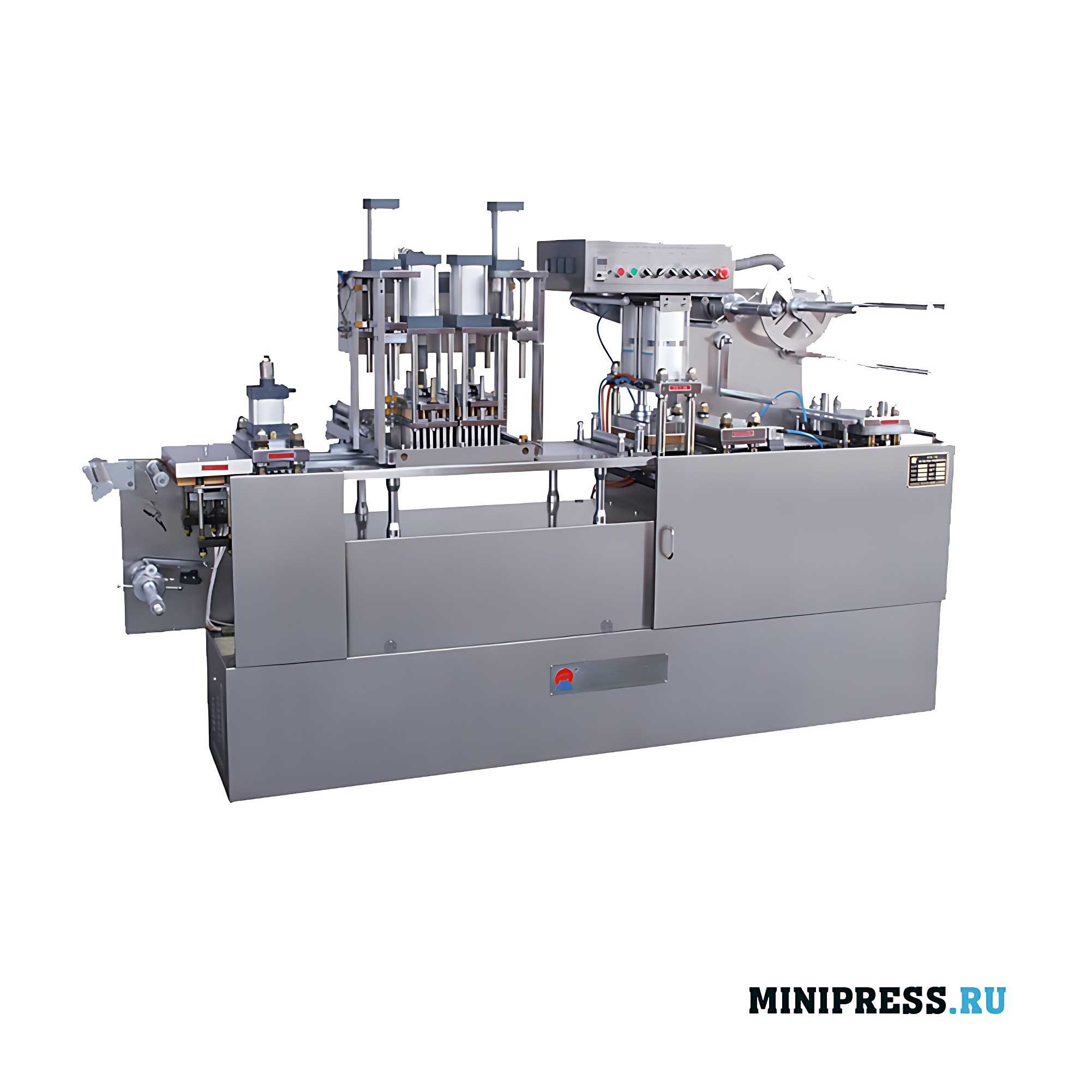
12
models of blister machines with prices, videos, characteristics in the catalog of pharmaceutical equipment

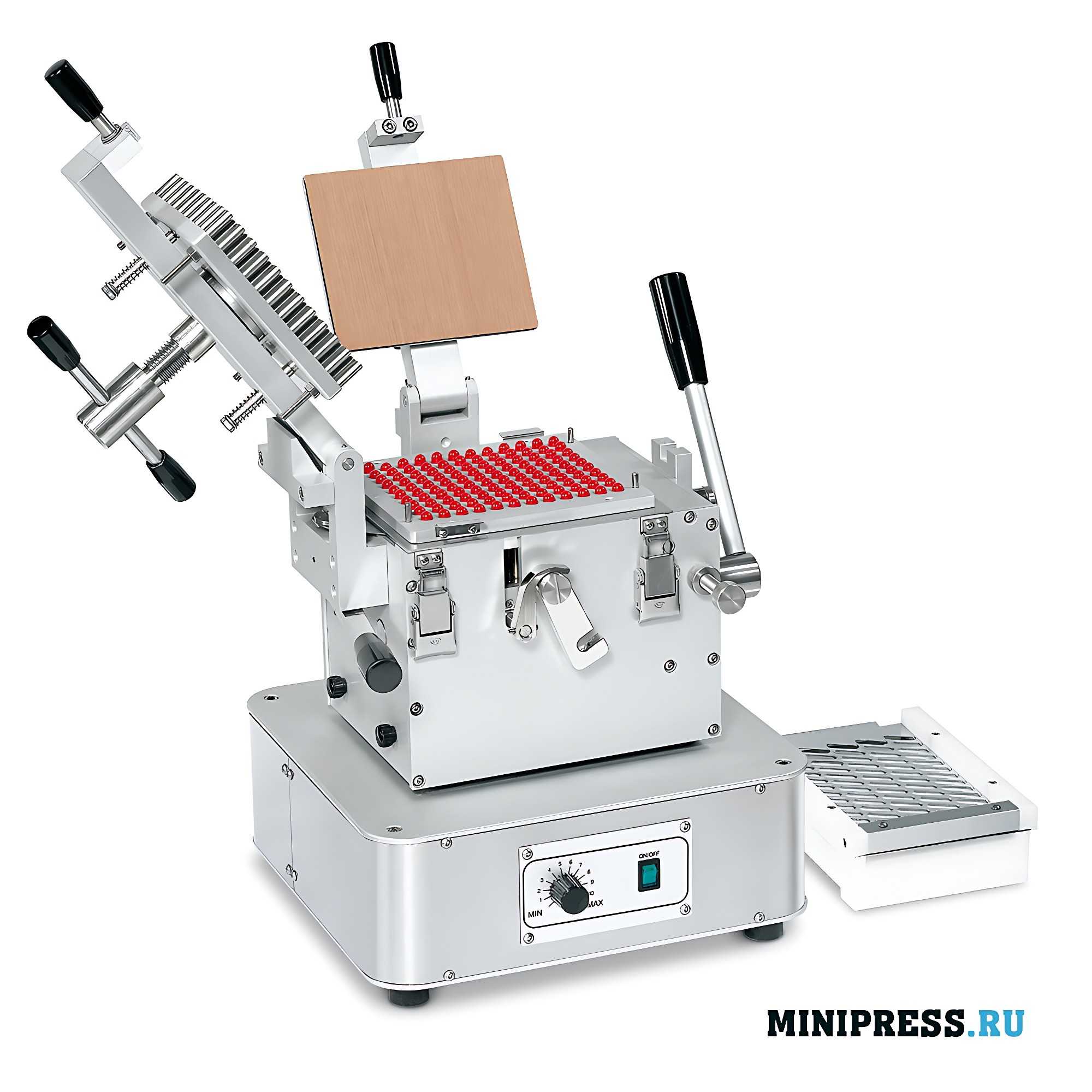
Pharmaceutical equipment for filling powders and granules of solid gelatin capsules of all available sizes #000,#00,#0,#1,#2,#3,#4,#5. Manual, desktop, laboratory, semi-automatic and automatic capsule filling machines are available.



15
models of capsulators for solid gelatin capsules with prices, videos, characteristics in the catalog
Pharmaceutical equipment for automatic group counting of tablets, solid gelatin capsules in jars. Desktop machines and automatic lines with conveyor feeding, screw-on caps and induction sealing of aluminum membranes.



12
models of machines for counting and packing tablets and capsules with prices, videos, characteristics in the catalog of pharmaceutical equipment
Pharmaceutical equipment for the production of granular material from various pharmaceutical, food, chemical and organic powders with adjustable shape and size of granules.



21
models of equipment for granulating powders with prices, videos, characteristics in the catalog
Pharmaceutical equipment for high-quality mixing of various powders, to obtain a homogeneous mixture in laboratory conditions and in the industrial production of medicines, dietary supplements and food products.



6
models of vacuum powder conveyors with prices, videos, characteristics in the catalog of pharmaceutical equipment
Pharmaceutical equipment for the production of powders from suspensions and solutions of liquids, as well as for drying various types of vegetable raw materials and products for the preparation of pharmaceutical raw materials.



11
models of lyophilic vacuum dryers with prices, videos, characteristics in the catalog
Pharmaceutical equipment for automated filling of pharmaceutical and cosmetic liquids into glass and plastic vials, followed by capping with rubber stoppers and aluminum caps or screw caps.


6
models of filling and capping machines with prices, videos, characteristics in the catalog of pharmaceutical equipment
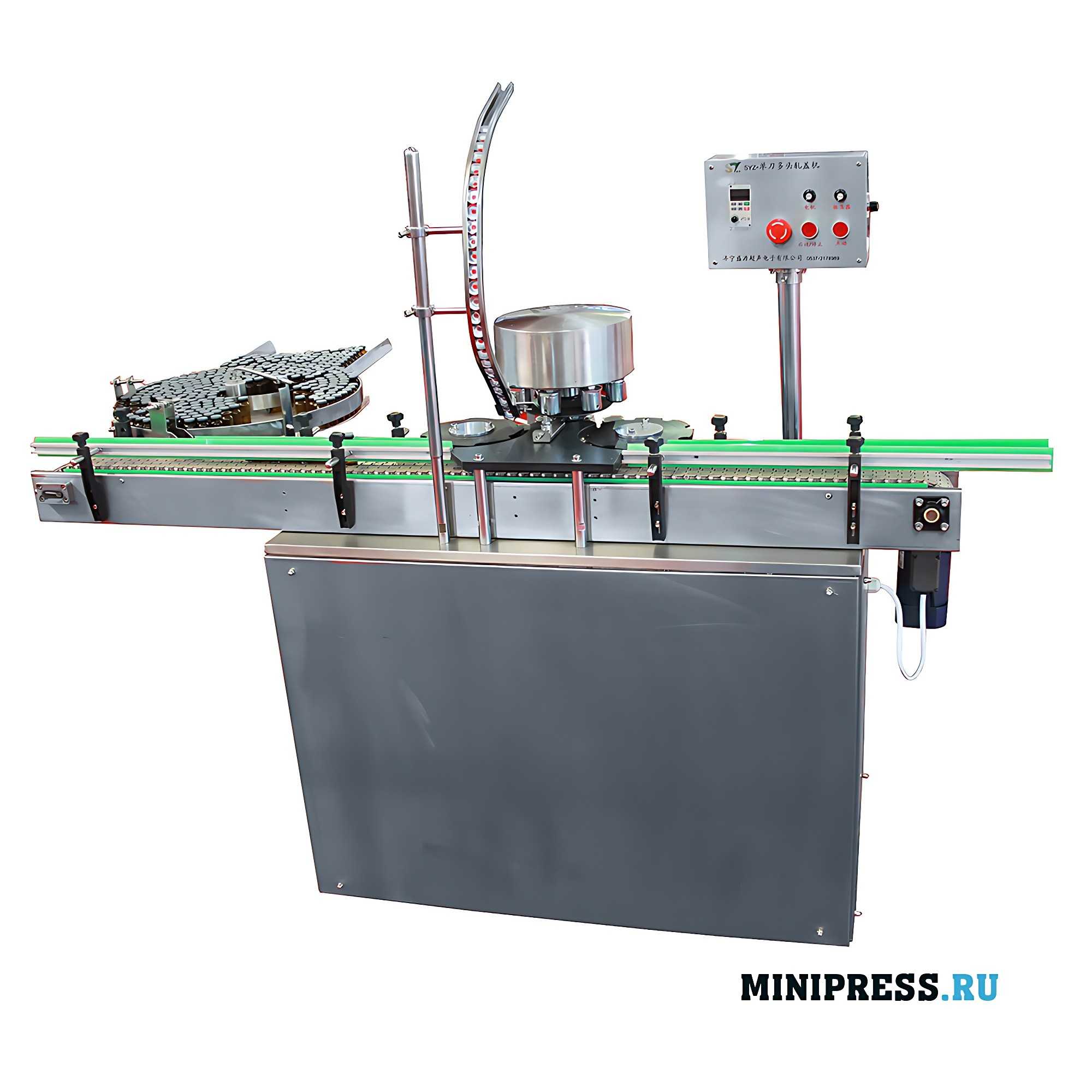
Pharmaceutical equipment for applying self-adhesive labels to glass and plastic bottles of various shapes and sizes, penicillin vials, cardboard boxes, cans, metal and plastic lids.
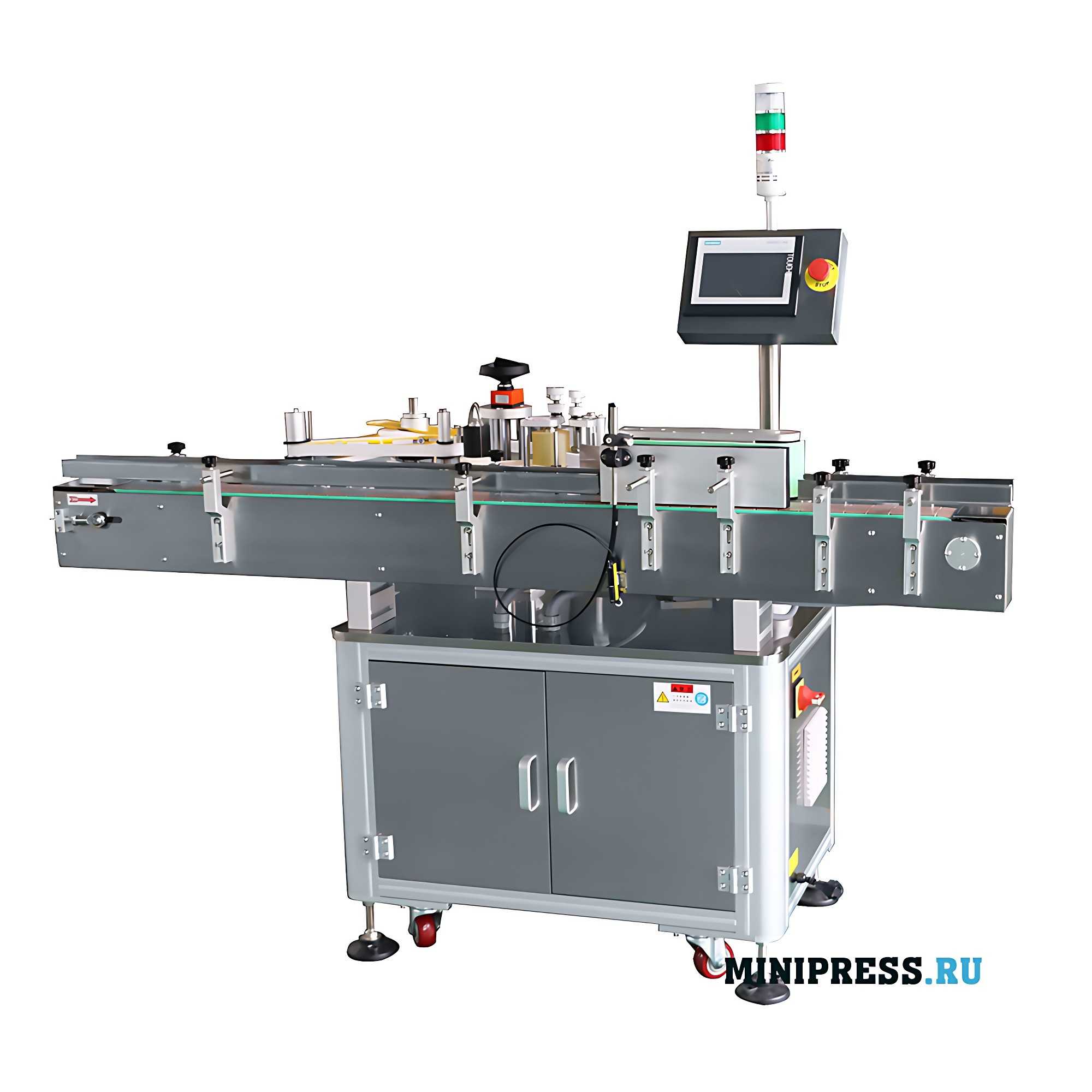

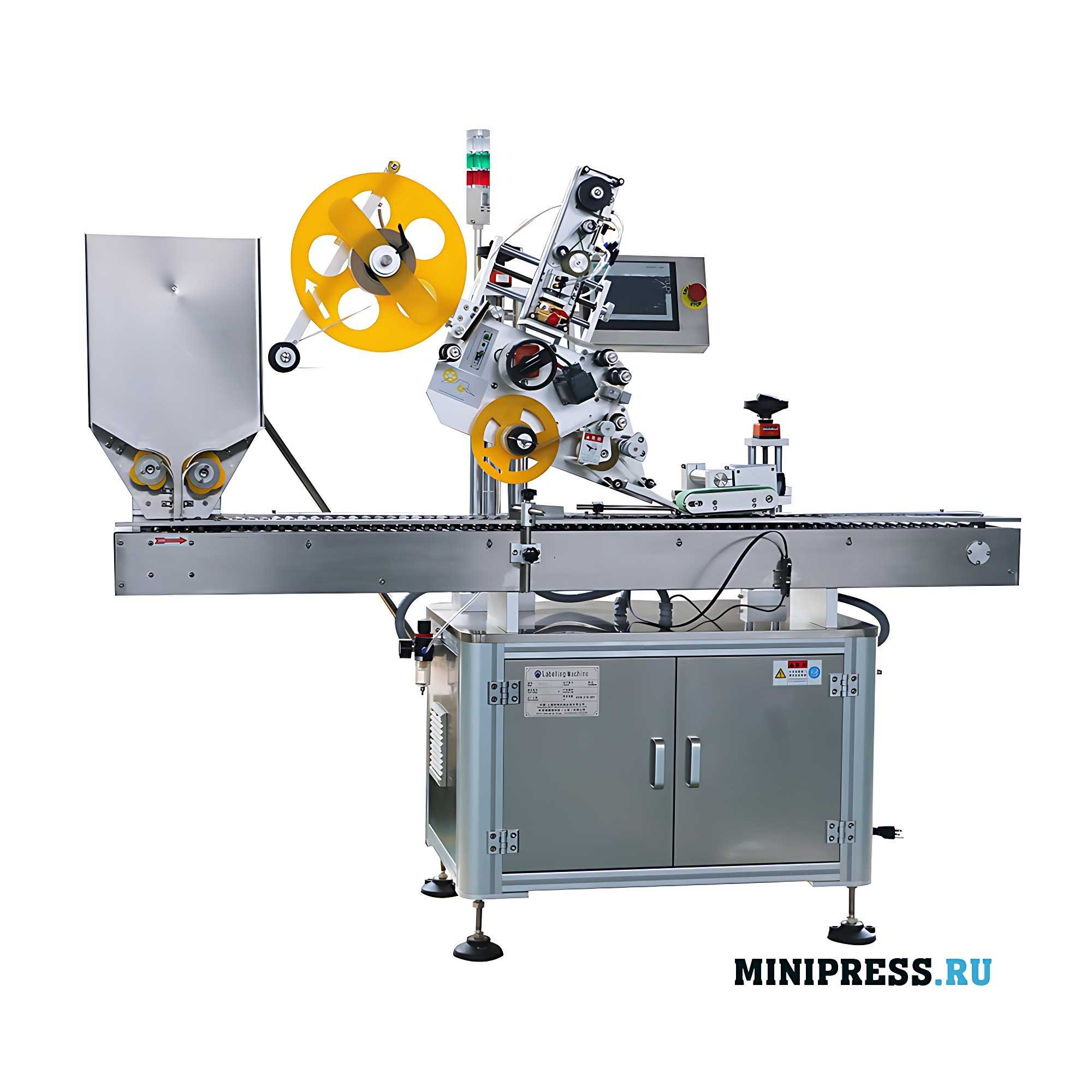
18
models of labeling machines with prices, videos, characteristics in the catalog
Pharmaceutical equipment for sealing the edges of plastic tubes in pharmaceutical, food and cosmetic production.


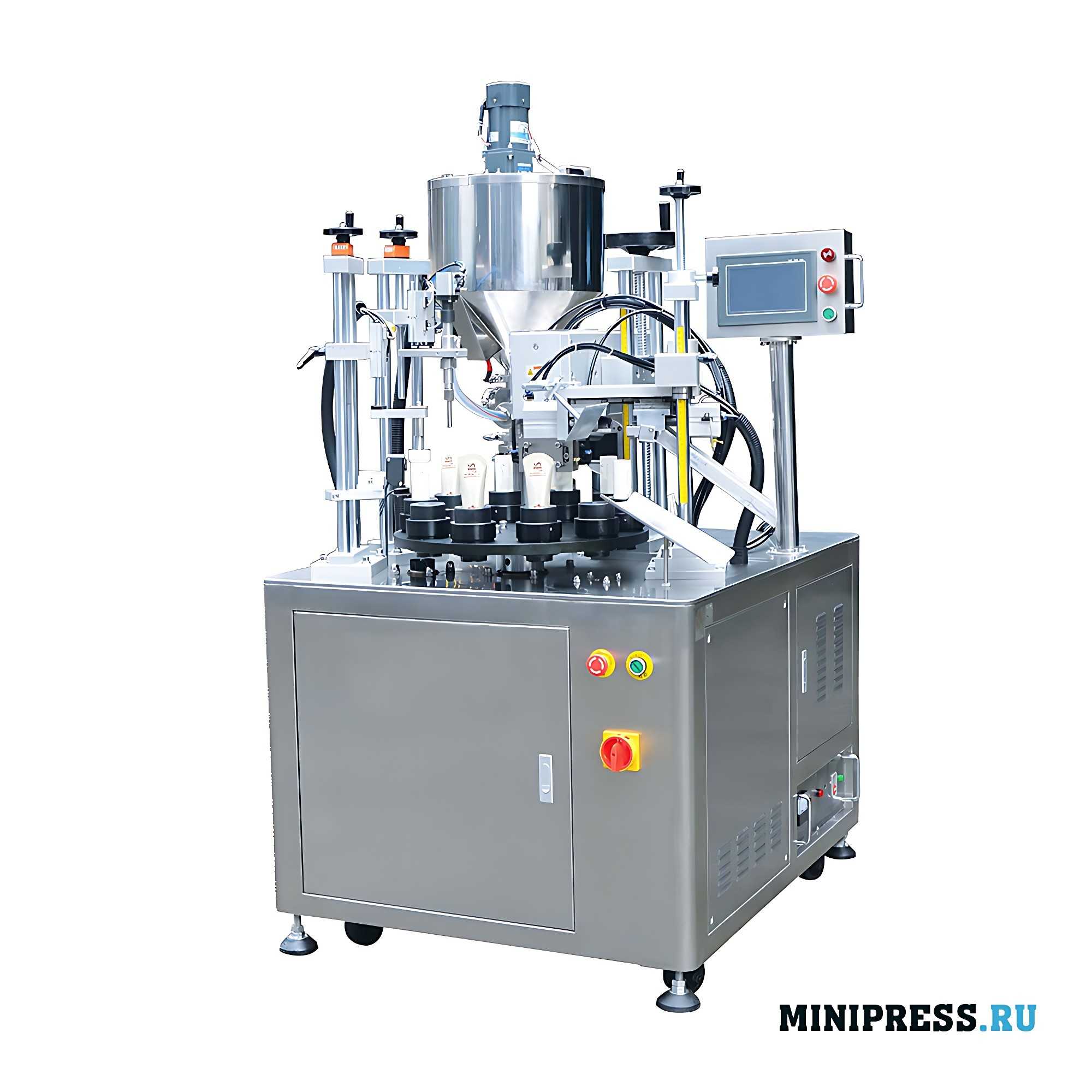
6
models of equipment for filling creams and sealing plastic tubes in the catalog of pharmaceutical equipment
Pharmaceutical equipment for filling powders and granules of solid gelatin capsules of all available sizes #000,#00,#0,#1,#2,#3,#4,#5. Manual, desktop, laboratory, semi-automatic and automatic capsule filling machines are available.


15
models of encapsulators for solid gelatin capsules with prices, videos, characteristics in the catalog
- BOTTLE FILLING AND CAPPING EQUIPMENT
- EQUIPMENT FOR COUNTING AND PACKAGING TABLETS AND CAPSULES IN BOTTLES
- AUTOMATIC EQUIPMENT FOR REMOVING TABLETS AND CAPSULES FROM BLISTERS
- EQUIPMENT FOR THE PRODUCTION OF TABLETS
- EQUIPMENT FOR POLISHING AND DEDUSTING TABLETS AND CAPSULES
- EQUIPMENT FOR PRINTING LOGO ON TABLETS AND CAPSULES
- HIGH-PRECISION DOSING MACHINES POWDER FILLING MACHINES
- MACHINES FOR FORMING AND FILLING PLASTIC AMPOULES
- EQUIPMENT FOR COATING TABLETS
- SPRAY DRYING EQUIPMENT FOR SUSPENSIONS
- EQUIPMENT FOR WASHING AND STERILIZING BOTTLES
- EQUIPMENT FOR PACKAGING TABLETS AND CAPSULES IN PLASTIC BOTTLES
- EQUIPMENT FOR PACKING POWDERS INTO VIALS
- EQUIPMENT FOR FILLING CREAMS AND SEALING PLASTIC TUBES
- EQUIPMENT FOR FILLING AND SEALING GLASS AMPOULES
- MACHINES FOR THE PRODUCTION OF SUPPOSITORIES
- EQUIPMENT FOR FILLING HARD GELATIN CAPSULES WITH POWDER
- EQUIPMENT FOR VACUUM TRANSPORTATION OF POWDERS
- EQUIPMENT FOR SCREW FEEDING OF POWDERS
- EQUIPMENT FOR HOMOGENIZING CREAMS AND OINTMENTS
- POWDER GRANULATION EQUIPMENT
- EQUIPMENT FOR EFFICIENT MIXING OF POWDERS
- AUTOMATIC PHARMACEUTICAL CENTRIFUGES
- EQUIPMENT FOR AUTOMATIC BOTTLE FEEDING FOR FILLING LINES
- EQUIPMENT FOR THE MANUFACTURE AND PACKAGING OF WET ALCOHOL WIPES
- EQUIPMENT FOR VACUUM PACKAGING IN PLASTIC BAGS
- EQUIPMENT FOR APPLYING THE EXPIRATION DATE AND BATCH NUMBER TO PRODUCTS
- AUTOMATIC EQUIPMENT FOR SELF-ADHESIVE LABELS ON PACKAGING
- EQUIPMENT FOR FILLING AND PACKAGING HERBAL TINCTURES
- EQUIPMENT FOR FILLING LIQUIDS IN PLASTIC AND METAL BARRELS
- AUTOMATIC EQUIPMENT FOR BLISTER PACKAGING
- EQUIPMENT FOR WRAPPING CARDBOARD BOXES WITH CELLOPHANE
- AUTOMATIC CARTONING MACHINES
- EQUIPMENT FOR PACKAGING TABLETS IN STRIPS AND TUBES
- EQUIPMENT FOR INDUCTION SEALING OF ALU FOIL BOTTLES
- EQUIPMENT FOR PACKAGING PRODUCTS IN A FLOW PACK
- FLOW-PACK PACKAGING MACHINES
- EQUIPMENT FOR PACKING TEA INTO TEA BAGS WITH THREAD AND LABEL
- EQUIPMENT FOR PACKAGING BULK MATERIALS IN PLASTIC BAGS
- EQUIPMENT FOR PACKAGING FOOD PRODUCTS IN DOY-PACK PACKAGES
- EQUIPMENT FOR METAL DETECTOR IN GELATIN CAPSULES AND TABLETS
- EQUIPMENT FOR WEIGHT CONTROL AND SORTING OF CARDBOARD BOXES WITH MEDICINE
- MANUAL EQUIPMENT FOR FILLING GELATIN CAPSULES WITH POWDER
- SEMI-AUTOMATIC EQUIPMENT FOR BLISTER PACKAGING
- PERISTALTIC PUMPS DISPENSERS
- EQUIPMENT FOR LABORATORY TESTING OF MEDICINES
- EQUIPMENT FOR THE PRODUCTION OF FISHING BOILIES
- DESKTOP EQUIPMENT FOR HIGH-SPEED EMULSION PRODUCTION
- EQUIPMENT FOR MIXING LIQUIDS WITH MICROWAVE HEATING
- DESKTOP EQUIPMENT FOR MIXING POWDERS
- DESKTOP EQUIPMENT FOR LIQUID DOSING
- SEMI-AUTOMATIC EQUIPMENT FOR FILLING GELATIN CAPSULES
- EQUIPMENT FOR POWDERING PHARMA RAW MATERIALS
- EQUIPMENT FOR AUTOMATIC DOSING OF CREAMS AND OINTMENTS
- MACHINES PRINTING EXPIRATION DATE AND LOT NUMBER
- EQUIPMENT FOR VIBRATING SIEVING OF POWDERS
- EQUIPMENT FOR PACKAGING TABLETS AND CAPSULES IN PLASTIC BOTTLES
- EQUIPMENT FOR FILLING AND SEALING GLASS AMPOULES
- SPRAY DRYING EQUIPMENT FOR SUSPENSIONS
- EQUIPMENT FOR PACKING POWDERS INTO VIALS
- EQUIPMENT FOR POLISHING AND DEDUSTING TABLETS AND CAPSULES
- EQUIPMENT FOR PRINTING LOGO ON TABLETS AND CAPSULES
- EQUIPMENT FOR COATING TABLETS
- AUTOMATIC EQUIPMENT FOR REMOVING TABLETS AND CAPSULES FROM BLISTERS
- MACHINES FOR THE PRODUCTION OF SUPPOSITORIES
- EQUIPMENT FOR WASHING AND STERILIZING BOTTLES
- EQUIPMENT FOR THE PRODUCTION OF TABLETS
- BOTTLE FILLING AND CAPPING EQUIPMENT
- EQUIPMENT FOR FILLING CREAMS AND SEALING PLASTIC TUBES
- EQUIPMENT FOR FILLING HARD GELATIN CAPSULES WITH POWDER
- HIGH-PRECISION DOSING MACHINES POWDER FILLING MACHINES
- MACHINES FOR FORMING AND FILLING PLASTIC AMPOULES
- EQUIPMENT FOR COUNTING AND PACKAGING TABLETS AND CAPSULES IN BOTTLES
- EQUIPMENT FOR AUTOMATIC BOTTLE FEEDING FOR FILLING LINES
- EQUIPMENT FOR VACUUM TRANSPORTATION OF POWDERS
- EQUIPMENT FOR HOMOGENIZING CREAMS AND OINTMENTS
- AUTOMATIC PHARMACEUTICAL CENTRIFUGES
- POWDER GRANULATION EQUIPMENT
- EQUIPMENT FOR EFFICIENT MIXING OF POWDERS
- EQUIPMENT FOR SCREW FEEDING OF POWDERS
- EQUIPMENT FOR METAL DETECTOR IN GELATIN CAPSULES AND TABLETS
- EQUIPMENT FOR APPLYING THE EXPIRATION DATE AND BATCH NUMBER TO PRODUCTS
- EQUIPMENT FOR FILLING LIQUIDS IN PLASTIC AND METAL BARRELS
- EQUIPMENT FOR PACKAGING TABLETS IN STRIPS AND TUBES
- EQUIPMENT FOR THE MANUFACTURE AND PACKAGING OF WET ALCOHOL WIPES
- EQUIPMENT FOR FILLING AND PACKAGING HERBAL TINCTURES
- EQUIPMENT FOR PACKAGING BULK MATERIALS IN PLASTIC BAGS
- EQUIPMENT FOR VACUUM PACKAGING IN PLASTIC BAGS
- EQUIPMENT FOR PACKAGING PRODUCTS IN A FLOW PACK
- AUTOMATIC CARTONING MACHINES
- EQUIPMENT FOR PACKAGING FOOD PRODUCTS IN DOY-PACK PACKAGES
- EQUIPMENT FOR WEIGHT CONTROL AND SORTING OF CARDBOARD BOXES WITH MEDICINE
- FLOW-PACK PACKAGING MACHINES
- AUTOMATIC EQUIPMENT FOR SELF-ADHESIVE LABELS ON PACKAGING
- AUTOMATIC EQUIPMENT FOR BLISTER PACKAGING
- EQUIPMENT FOR PACKING TEA INTO TEA BAGS WITH THREAD AND LABEL
- EQUIPMENT FOR WRAPPING CARDBOARD BOXES WITH CELLOPHANE
- EQUIPMENT FOR INDUCTION SEALING OF ALU FOIL BOTTLES
- DESKTOP EQUIPMENT FOR LIQUID DOSING
- SEMI-AUTOMATIC EQUIPMENT FOR BLISTER PACKAGING
- SEMI-AUTOMATIC EQUIPMENT FOR FILLING GELATIN CAPSULES
- DESKTOP EQUIPMENT FOR HIGH-SPEED EMULSION PRODUCTION
- DESKTOP EQUIPMENT FOR MIXING POWDERS
- EQUIPMENT FOR THE PRODUCTION OF FISHING BOILIES
- PERISTALTIC PUMPS DISPENSERS
- MACHINES PRINTING EXPIRATION DATE AND LOT NUMBER
- EQUIPMENT FOR MIXING LIQUIDS WITH MICROWAVE HEATING
- EQUIPMENT FOR VIBRATING SIEVING OF POWDERS
- EQUIPMENT FOR LABORATORY TESTING OF MEDICINES
- MANUAL EQUIPMENT FOR FILLING GELATIN CAPSULES WITH POWDER
- EQUIPMENT FOR AUTOMATIC DOSING OF CREAMS AND OINTMENTS
- EQUIPMENT FOR POWDERING PHARMA RAW MATERIALS